1 引言 电弧喷涂技术自从20世纪20年代出现以来,得到了不断的改进,逐步走上成熟化阶段,并向着精密化和自动化的方向
发展。在20世纪80年代后,由于普通电弧喷涂的粒子喷射速度的限制且氧化程度比较严重,使电弧喷涂的涂层质量和应用受到一定影响。为此,迫切需要研制新型优质电弧喷涂技术及其设备。高速电弧喷涂技术是在普通电弧喷涂技术上发展起来的一种重要技术,通过对喷涂枪进行改进,提高喷涂粒子的雾化程度和飞行速度来增大涂层与基体的结合强度并降低涂层的孔隙率,可以赋予工件表面优异的耐磨损、防腐蚀、防滑、耐高温等性能。高速电弧喷涂技术的开发和应用不仅具有重要的理论意义,并且在提高涂层性能方面具有巨大的应用价值。本文主要介绍高速电弧喷涂技术的原理、工艺及主要工艺条件的影响规律。
2 高速电弧喷涂技术的工作原理
电弧喷涂技术是以电弧为热源,将熔化了的金属丝用高速气流雾化,并以高速喷到工件表面形成涂层的一种工艺。电弧喷涂示意图如图1所示,喷涂时,2根丝状金属喷涂材料用送丝装置通过送丝轮均匀、连续地分别接电源的正、负极,并保证2根丝之间在未接触之前的可靠绝缘。当两金属丝材端部由于送进而互相接触时,在端部之间短路并产生电弧,使丝材端部瞬间熔化并用压缩空气把熔化金属雾化成微熔滴,以很高的速度喷射到工件表面,形成电弧喷涂层。高速电弧喷涂技术是根据气体动力学原理,在传统电弧喷涂的基础上,将高压空气或高温燃气通过特殊设计的喷嘴加速后,作为电弧喷涂的高速雾化和加速熔融金属的动力来源,将雾化粒子高速喷射到工件表面形成致密涂层。图2是高速电弧喷涂技术原理示意图。
3 高速电弧喷涂工艺流程
3.1 表面预处理工艺
表面预处理的好坏直接影响涂层的结合强度,不洁净的表面甚至会导致涂层的剥落。如果涂层表面有水分、油脂和灰尘时,微粒与表面之间就会存在一层隔膜,不能很好地相互嵌合。如果工件表面光滑,微粒就会滑掉或虚浮地沉积,且随着喷涂层逐渐增厚由于内应力增大而脱落。只有洁净、干燥、粗糙的表面, 才能使微粒在塑性尚未消失时与表面牢固地嵌合, 形成良好的附着条件。件表面预处理包括以下内容:
(1)表面清洗,对待喷涂表面及其相邻近的区域除油、去污、除锈等。
(2)表面预加工,对工件进行表面清理, 除去待修工件表面的各种损伤。
(3)表面粗糙化,最为常用的方法是进行喷砂处理。
3.2 喷涂工艺
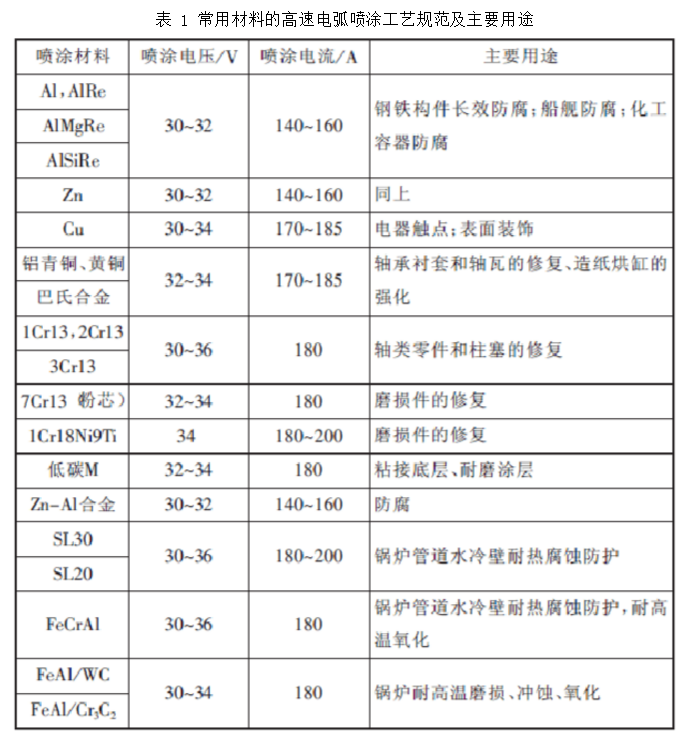
喷涂工艺参数的选择很重要,对雾化粒子的温度和雾化效果有较大的影响,将直接影响涂层的组织结构、工艺性能、力学性能和耐腐蚀性能。喷涂电压一定时,喷涂电流越大,熔化金属颗粒的温度越高, 雾化粒子越细小, 金属丝材熔化速度越快,颗粒表面氧化越严重,涂层氧化物含量增加,降低了涂层颗粒间结合力。工艺实践表明,喷涂电流一般不超过200A为宜。喷涂电流一定时,电弧电压越高,输入的电功率增加,金属丝材熔化加快, 熔融粒子温度升高,粒子氧化严重,继续增加电压,由于送丝速度不变(由喷涂电流决定),容易造成电弧熄灭,不能进行正常喷涂,所以喷涂电压一般不高于36V。 常用材料的高速电弧喷涂工艺规范见表1, 具体使用中应根据具体情况和使用目的进行调整。
3.3 喷后处理
一般对喷涂后的涂层进行封孔处理。封孔后的涂层表面颜色应均匀, 无漏喷、浸润不良及大面积流淌等现象。封孔处理后的涂层表面不再进行涂漆处理, 待封孔剂完全固化后即可使用。
4 影响高速电弧喷涂涂层质量的因素
一般来说,影响高速电弧喷涂涂层质量的因素有工件的表面预处理质量、高速电弧喷涂工艺规范、压缩空气压力与质量、雾化气流速度、流量和喷枪结构等。
4.1 影响涂层表面粗糙度的因素
雾化气流速度和气流流量、熔融粒子温度、粒子飞行速度和粒子尺寸对涂层表面粗糙度有决定性影响。雾化气流速度和气流流量决定粒子飞行速度,粒子飞行速度越高,熔融粒子撞击工件表面的动能越大,粒子的扁平程度越大,表面粗糙度越小。熔融粒子的温度越高,粒子的高温塑性变形能力越大,涂层的表面粗糙度越小。由于高速电弧喷涂雾化粒子的粒度比普通电弧喷涂的粒子粒度小,并且飞行速度高,因此高速电弧喷涂涂层的表面粗糙度比普通电弧喷涂层的要低,这对某些不需对涂层进行机械加工,而又要求表面粗糙度低的场合特别有利。
4.2 影响涂层致密度的因素
喷涂层的致密度由涂层的粒子尺寸、粒子飞行速度和粒子温度决定。高速电弧喷涂由于雾化效果增强,涂层粒子飞行速度高,动能大,粒子细小,因而涂层高度致密,涂层致密度可以和等离子喷涂涂层相媲美。
4.3 影响涂层结合强度的因素
电弧喷涂涂层的结合强度有两层含义,一是指涂层的内聚结合强度,即金属颗粒之间的结合强度,二是涂层与基体之间的界面结合强度,包括界面拉伸结合强度和界面剪切结合强度。涂层的内聚结合强度直接反映涂层的力学性能,涂层的界面结合强度对涂层的使用性能有决定性影响。涂层界面结合强度低是涂层剥落的主要原因之一。影响涂层界面结合强度主要因素有:
(1)压缩空气的压力和质量。压缩空气压力越高,高速射流区间越大,涂层结合强度越高。一般压缩空气压力不低于0.5MPa。压缩空气的质量越好,空气中所含油分、水分、杂质越少,涂层结合强度越高。
(2)雾化气流流量。雾化气流流量增加,雾化和加速效果明显,确定枪口气流量的大小,要与空气压缩机流量相匹配。
(3)被喷涂工件的表面粗糙度。工件表面粗糙度越高,涂层与基体接触面积越大,基体与涂层之间的机械嵌合作用越大,涂层的界面结合强度越高。
(4)喷涂距离。喷涂距离对电弧喷涂涂层的界面结合强度有较大的影响。普通电弧喷涂,喷涂距离在150~200mm,高速电弧喷涂,喷涂距离在150~300mm之间,熔融金属颗粒具有最高的动能,在此区间喷涂可以获得较高的涂层结合界面强度。
(5)喷枪的喷涂效率。喷涂枪的喷涂效率越高,相应的喷涂电流越大,熔融粒子 的温度越高,有利于涂层界面结合强度的提高。
(6)电弧电压。为保证电弧稳定燃烧,喷涂电压应选择中间值。较高的电压对结合强度有不良影响。以较低的电弧电压进行喷涂,有利于提高喷涂的沉积效率、改善雾化效果、提高涂层的硬度和耐磨性。
4.4 影响涂层硬度的因素
在电弧喷涂过程中,涂层硬度的提高是由于熔融粒子撞击基体后的快速冷却引起组织结构的变化和涂层氧化物的存在,以及塑性变形引起的加工硬化。影响涂层硬度的主要因素有:
(1)喷涂丝材的化学成分。对碳钢和合金钢而言,丝材的含碳量越高,喷涂层的硬度越高。铁素体不锈钢和奥氏体不锈钢的硬度主要取决于冷作硬化程度和氧化物含量的多少。
(2)喷涂距离。喷涂距离越大,熔融粒子的碳元素和合金元素烧损越多,而且熔融粒子的温度越低,塑性变形能力越小,涂层硬度降低。
(3)压缩空气压力和雾化气流流量。压力和流量越大,对熔化金属的雾化和加速作用越大,高温熔融颗粒在空气中停留的时间越短,粒子动能大,涂层硬度增加。
(4)喷涂枪的送丝速度。随送丝速度加快,相应喷涂电流增加,喷涂效率提高,颗粒温度升高,撞击工件基体表面后冷却时间延长,冷作硬化程度下降,涂层硬度降低。
(5)电弧电压。电弧稳定燃烧时,喷涂电压越低,涂层硬度越高。
5 高速电弧喷涂技术的应用现状
高速电弧喷涂技术在腐蚀防护以及设备零件的维修、抢修等领域都得到了广泛的应用,表1列出了高速电弧喷涂技术的主要用途。下面是高速电弧喷涂技术的一些应用实例
5.1 提高常温防腐性能
采用电弧喷涂技术及高速电弧喷涂技术多次对海军某猎潜艇、“远望”号航天测量船等舰船甲板进行防腐治理。经过多年的应用, 证明防腐效果显著, 预计使用寿命可达15年以上。
5.2 提高防滑性能
应用高速电弧喷涂技术制备防滑涂层技术, 研制了防滑专用丝材FH- 16, 用于舰船甲板等需要较高摩擦系数的场合。目前, 已应用该技术对海军某猎潜艇主甲板进行了防滑治理, 取得了良好的效果。
5.3 提高耐磨性能
采用高速电弧喷涂技术对一台新引风机叶轮的叶片进行了耐磨处理,喷涂层为“低碳马氏体+3Cr13”复合涂层体系, 涂层厚度为0.5mm, 表面未经任何机加工处理, 预计寿命可成倍增加。
5.4 提高高温防腐性能
采用高速电弧喷涂技术, 喷涂新型高铬镍基合金SL30以及金属间化合物基复合材料Fe-Al/Cr3C2进行高温腐蚀/冲蚀治理, 制备防热腐蚀/冲蚀涂层+高温封孔涂层形成复合涂层体系, 涂层平均厚度为0.2~0.3mm, 防腐寿命可达5年以上。
6 结 语
高速电弧喷涂技术经济性能好、适用性强, 是一项易于推广的高新技术, 是目前大型钢结构防护工程中防腐蚀寿命最长、成本最低的防护技术之一。未来一 段时间内, 高速电弧喷涂技术的发展应主要集中在3方面:
(1)开发应用自动化和智能化的高速电弧喷涂设备,研制新型的喷枪结构, 以提高生产效率和质量,改善作业环境;
(2)进一步深入研究高速电弧喷涂层的防腐蚀机理,采用现代化的技术深入分析涂层的失效形式,弄清环境腐蚀机理及工艺参数对涂层性能的影响;
(3)为了满足应用范围广、标准要求高的条件,而大力研究复合材料、纳米材料、新型合金或非晶材料等高速电弧喷涂材料。

 电话咨询
电话咨询